
主要用于不锈钢,不锈铁,铜合金,锌合金,镍钛合金,铝合金,碳钢的抛光去毛刺工艺。广泛应用于五金配件,不锈钢配件,航空航天配件,军工产品,医疗器械等。
主要优点:
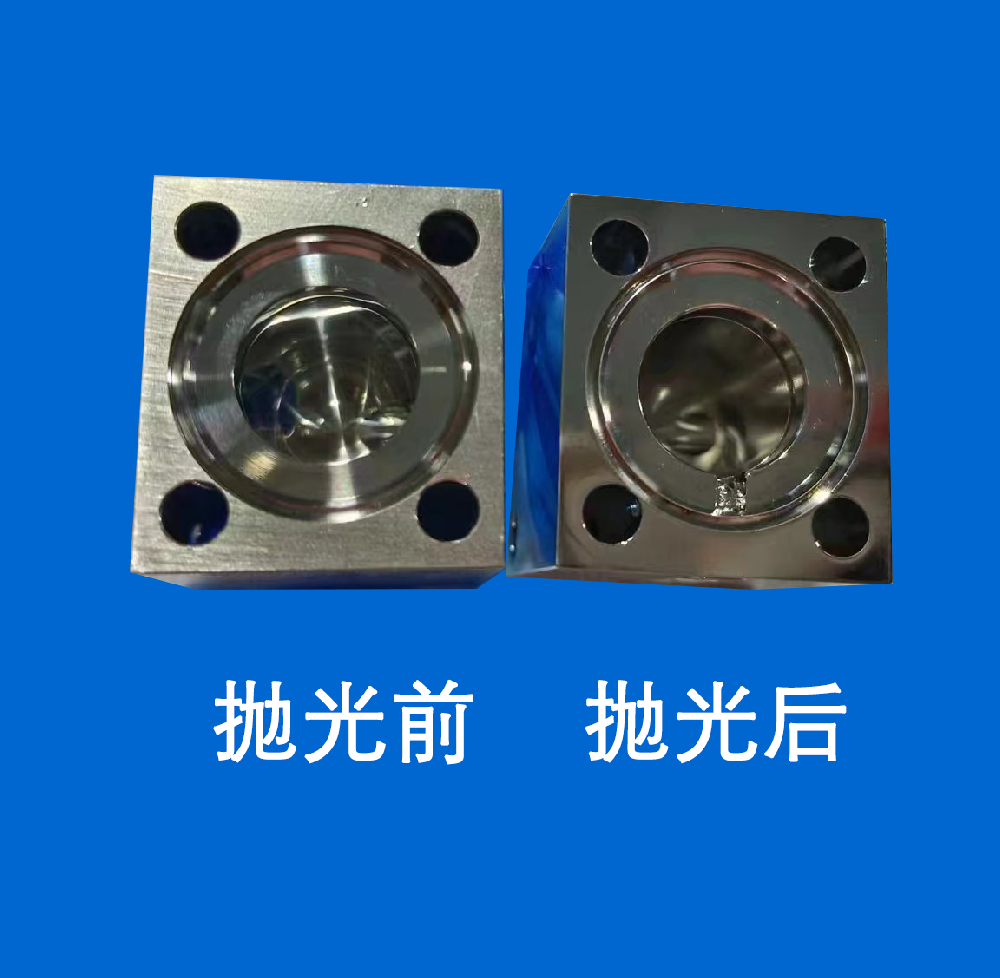
1.抛光效果好
2.抛光效率高
3.环保性好,溶液没有强酸强碱(采用百分之3的中性盐溶液)
4.表面处理速度快(7S-360S)
5.一致性好(通常一次性加工多个零件表面状态粗糙度光亮度一致)
6.可以达到镜面效果
7.增加不锈钢产品的抗腐蚀能力
8.毛刺去除力快(小于2MM毛刺15S内去除)
9.自动化程度比较高(自动补液,自动排水,排气,自动上下挂具,自动清洗)
10.设备款式多样化可解决多种客户使用烦恼
操作方法:
1.需要设备、槽体、阴极板、阳极、挂具、等。
2.阳极放挂具,挂具接工件,阴极连接不锈钢板、钛板。
3.液体温度需加热到85度左右。
4.等离子光整时间为15S—360S。
5.等离子光整使用电压为260V-330V。
6.等离子光整工艺流程为:将工件挂至挂具上直接启动无需前期处理
注意事项:
1.等离子光整设备内槽体推荐使用PP槽,禁止用金属槽。
2.等离子光整液使用温度为85度+,高温后无需降温再进行工件抛光处理。
3.定期清洗抛光槽,时间为3周清洗一次。
4.抛光时产品效果不好时启动自动补液即可。
电解工艺
主要用于奥氏体不锈钢,马氏体,铁素体不锈钢的电解抛光。广泛应用于五金工件,不锈钢门窗、不锈钢门花、首饰、罐体等的高亮度的抛光且光泽持久。
主要优点:
1.可以抛光较大工件,内外表面均可以抛光
2.可以对所有不锈钢进行电解抛光,通用性强。
3.节能,省电,省时,大大降低了操作成本。
4.寿命长,一次性加工工件多。
操作方法
1.需要设备、槽体、阴极板、阳极、挂具、铜排、铜管等。
2.阳极放挂具,挂具接工件,阴极连接铅板(不锈钢板、钛板)。
3.液体温度需加热到65度左右。
4.电解抛光时间为2—8分钟。
5.电解抛光使用电压为8伏。
6.电解抛光工艺流程为:除油、锈——水洗干净——抛光——水洗——中和——水洗
注意事项
1.不锈钢抛光槽推荐使用PP槽,禁止用金属槽。
2.不锈钢抛光液使用温度为50—80度,高温后需要降温再进行工件抛光处理。
3.定期清洗抛光槽,时间为2周清洗一次。
4.如溅入眼内立即用大量清水冲洗。


 客服
客服